微納光固化3D打印技術介紹:PμSL與TPP
發布日期:2022-05-01
瀏覽量:999次
導讀:增材制造被認為是“一項將要改變世界的技術”。光固化3D打印是其中的一個重要方向,以數字化模型為基礎通過光與材料(多為樹脂、陶瓷漿料、納米金屬顆粒漿料等)的反應實現結構的成型,并借由局部光聚合反應,可實現相對較高的光學分辨率及打印精度。
目前,從光固化3D打印技術的發展來看,主要是從兩個維度進行聚焦: 一個是宏觀的維度,也就是實現大幅面、大尺寸、高速度的3D打印;另一個是微觀的維度,即實現微米、納米尺寸的精細3D打印。
在微納機電系統、生物醫療、新材料(超材料、復合材料、光子晶體、功能梯度材料等)、新能源(太陽能電池、微型燃料電池等)、微納傳感器、微納光學器件、微電子、生物醫療、印刷電子等領域,復雜三維微納結構有著巨大的產業需求【1】。
微納尺度光固化3D打印在復雜三維微納結構、高深寬比微納結構和復合(多材料)材料微納結構制造方面具有很高的潛能和突出優勢,而且還具有設備簡單、成本低、效率高、可使用材料種類廣、無需掩模或模具、直接成形等優點,因此,微納米光固化3D打印技術在近幾年正在受到越來越多的科研機構、企業以及終端用戶的青睞。在全球范圍內已經成熟商業化的微納米光固化3D打印技術主要有:雙光子子聚合TPP(Two-photon polymerization based direct laser writing)技術和PμSL面投影微立體光刻技術(Projection Micro Stereolithography) 。
TPP是一種利用超快脈沖激光將光敏材料(樹脂、凝膠等)在焦點區域固化成型的工藝。PμSL則是使用紫外光,通過動態掩模上的圖形整面曝光固化樹脂成型的工藝。這兩種技術是目前常用的微納米尺度3D打印的技術,其中TPP打印的精度可實現100 nm以下,目前德國和立陶宛等國家有商業化的設備產品。PμSL目前在實驗室階段可實現幾百納米精度,已經商業化的產品可達幾個微米的打印精度,多見于深圳摩方材料公司的nanoArch系列微納3D打印設備,為全球首款商業化的PμSL微尺度3D打印設備產品。本文將從幾個方面對上述兩種技術進行系統介紹。
技術原理
光固化(photocuring)是指單體、低聚體或聚合體基質在光誘導下的固化過程。光固化3D打印,是指通過控制光斑的圖案或者振鏡掃描路徑,曝光區域的液態樹脂聚合成固態物質,未曝光的區域樹脂不參與聚合反應,通過精密控制Z軸移動,從而層層堆積快速成型樣件。光固化3D打印,目前有單光子吸收聚合和雙光子吸收聚合兩種樹脂聚合方法。單光子吸收 (SPA) 是指激發態電子吸收一個能級差的能量從低能級躍遷到高能級的過程,光吸收效率與入射光強是線性相關的。
PμSL是利用單光子吸收聚合反應而成的打印技術,入射光進入液態樹脂后,在吸收劑的作用下,光強逐漸減小,因此有效聚合反應只發生于樹脂表面很薄的一層, 如圖1所示。雙光子吸收 (TPA) 則是受激電子同時吸收兩個光子能量實現躍遷的過程,這是一種非線性效應,即隨著光能量密度的增加,該效應會快速加強。因此入射光可穿過液態樹脂,在其空間中的一個極小區域發生體像素固化成型。如圖1所示,雙光子吸收主要發生在某一點處,通常是光束焦點位置。這也是因為此處光強足夠高,促使聚合物發生雙光子吸收效應而發生聚合反應。
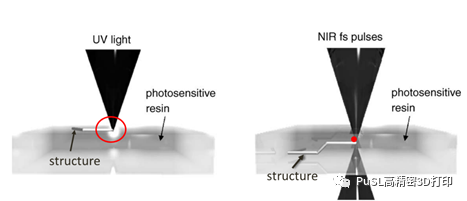
圖1. 單光子吸收和雙光子吸收【2】。其中,基于單光子吸收的3D打印設備可采用點光源或面光源(如PμSL),而TPP使用的是點光源。
從圖1中也可以看出,雙光子吸收具有高局域性,這一點是單光無法實現的。借助這種高局域性質,目前小于一百納米尺度的3D打印也成為了現實。將激光聚焦,使得激光焦點處光強超過雙光子吸收閾值,控制反應區域在焦點附近極小的區域,改變激光焦點在樣品中的相對位置,便可打印3D 微納米結構,且具有極高的打印精度。而單光子吸收,具有曝光面積大,在達到較高打印精度的同時,且具有極高的打印速度。
制備工藝和設備
雙光子聚合TPP微納米3D打印過程以圖2為例: 飛秒激光通過超高倍率的聚焦系統聚焦在光敏材料上,由光敏材料的雙光子吸收發生聚合作用。其中,光敏材料一般是涂覆在載玻片或硅片上,載玻片是置于壓電陶瓷平臺上。通過移動精密壓電陶瓷平臺或振鏡掃描,控制激光焦點位置的移動,即可實現微納3D結構的成型,成型后使用有機溶劑沖洗(浸泡)樣品,去除殘余的未聚合材料,最終獲得3D結構樣品。其打印過程一般無需將打印件從樹脂槽底部剝離,也無需安裝刮刀進行光敏樹脂液面的涂覆。
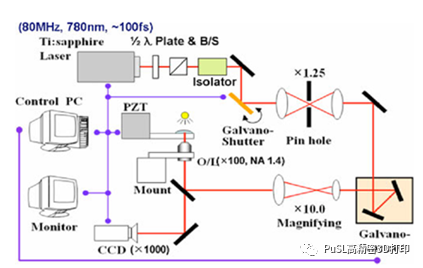
圖2 典型的TPP打印系統示意圖【3】
PμSL的操作過程(如圖3)是將LED發射的紫外波段光反射在一個數字微鏡裝置(DMD)上,再讓紫外線按照設定圖形對液態樹脂進行一個薄層的曝光。表層樹脂固化后,下降打印平臺,更多的液態樹脂會流到已固化層之上,新的一層液態材料繼續被紫外線照射曝光。完成的打印物品只用清理掉殘留液態樹脂就可被用作為裝置、樣品或者模具。
通常的TPP打印采用的是紅外飛秒脈沖激光作為光源,飛秒脈沖激光器的價格昂貴且隨著使用時間積累存在衰減問題。PμSL則可選用工業級UV-LED 作為光源,光源壽命長(10000小時)、成本低(通常低于十萬)、更換成本相對較低。設備使用環境要求方面,TPP打印的設備大多建議使用黃光無塵室,PμSL 3D打印系統只需要正常潔凈的空間放置即可,無黃光無塵室的要求。
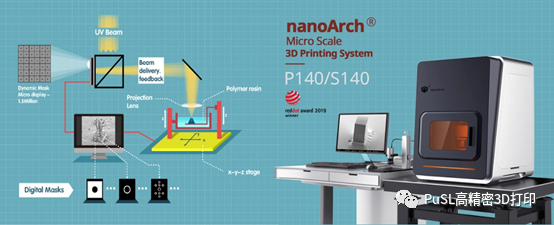
圖3 典型PμSL打印系統的設備示意圖
3D打印性能
就打印分辨率來講,PμSL技術通過DMD芯片的選擇和投影物鏡微縮,可實現的打印分辨率在幾百納米至幾十微米的尺度范圍。而TPP雙光子聚合由于其聚合反應的高度局域,且突破了光學衍射極限,最高可以實現一百納米左右的超高打印分辨率。
就打印速度來講,由于PμSL技術利用整面投影曝光,而TPP技術采用逐點掃描加工,因此打印速度上也存在較大差異。以整體大小2 mm (L) × 2 mm (W) × 70 μm (H),最小特征尺寸5μm的仿生槐葉萍模型舉例,PμSL打印設備可在15分鐘內打印完成,相對來說,TPP打印設備則需要16小時【4】。
就打印幅面來講,TPP技術因為激光焦點位置的精密移動通常由精密壓電陶瓷平臺或掃描振鏡提供,移動范圍有限,輔以掃描振鏡技術或機械拼接,典型打印幅面約3mm×3 mm左右。PμSL技術由DMD芯片幅面和投影物鏡倍率決定單投影曝光幅面,還可以通過機械拼接實現更大幅面,如圖4為深圳摩方材料科技有限公司的設備制備的高精度大幅面跨尺度打印的樣品,其樣品整體尺寸為:88×44×11 mm3,桿徑:160 μm。摩方材料公司的設備最大打印幅面可達100mm×100mm。
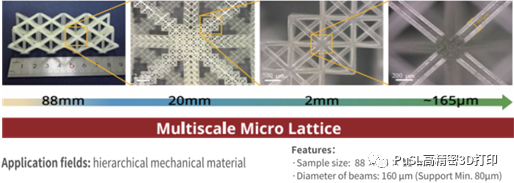
圖4 高精度跨尺度打印
就打印材料來講,雙光子吸收的特殊性也使得TPP打印對材料的選擇較為苛刻,如要求樹脂必須對工作波長的激光是透明的以保證激光能量可以在樹脂內聚焦,且具有較高的雙光子吸收轉化率,因此所用的材料種類相對受限(如SCR樹脂、IP系列樹脂、SU8樹脂、PETA等)。而PμSL打印材料多為光敏樹脂,可打印透明樹脂材料和不透明的復合樹脂材料,種類比較廣泛且商業化(如硬性樹脂、韌性樹脂、耐高溫樹脂、生物兼容性樹脂、柔性樹脂、透明樹脂、水凝膠、陶瓷樹脂等)。
應用層面
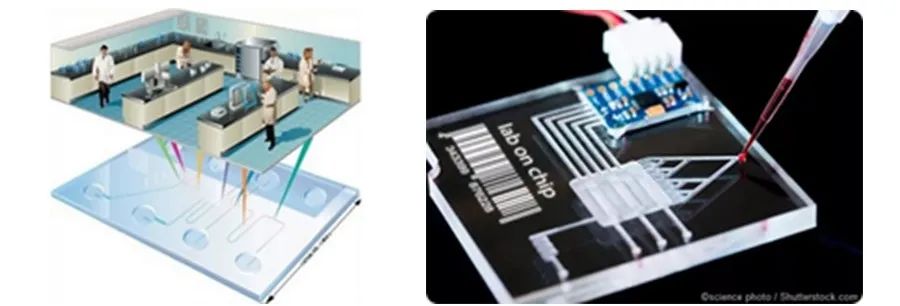
TPP技術是目前納米尺度三維加工較為普遍的加工技術,在諸多科研領域中有著廣泛應用,包括納米光學(如光子晶體、超材料等)、生命科學(細胞培養組織、血管支架等)、仿生學、微流控設備(閥門、泵、傳感器等)、 生物芯片等,如圖5所示。但另一方面,受其加工幅面及速度的限制,TPP打印的工業化應用較少,目前仍急需突破。
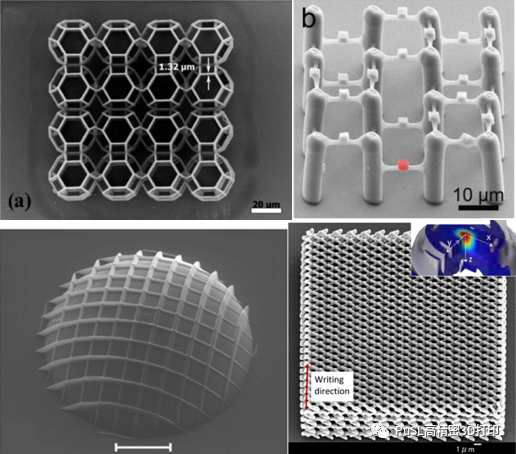
圖5 TPP微納米3D打印的案例【5】
PμSL在科研領域的應用包括仿生學(槐葉萍結構【4】)、生物醫療(支架結構、微針)、微流控管道、力學、3D微納制造、微機械、聲學等,如圖6。
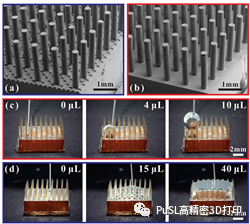
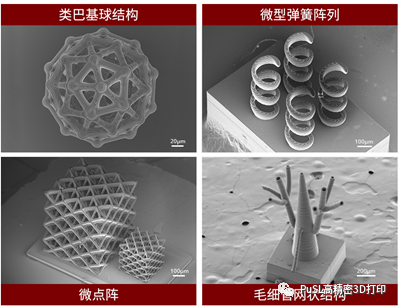
圖6 PμSL微納米3D打印的案例【4】
相較于TPP,PμSL 加工速度快、打印幅面大、加工成本低以及寬松的環境要求等特點,使其工業應用領域已實現了內窺鏡、導流釘、連接器、封裝測試材料等的批量加工和應用。例如眼科醫院用于治療青光眼的導流釘(如圖7示),導流釘中微彈簧直徑可達200微米、打印材料具有優異的生物相容性,該導流釘在治療中可有效改善眼壓和流速。此外,亦有通訊公司用于芯片測試的socket插座,如圖8示,能實現半徑可達100微米,間隔50微米的致密結構。在醫療領域比較知名的內窺鏡制造企業也已經使用PμSL制造出高縱橫比、薄孔徑的內窺鏡底座,最小薄壁厚度70微米,高至13.8毫米。另外,除了打印樹脂材料,PμSL工藝也可以打印陶瓷(圖9為陶瓷打印樣件)。
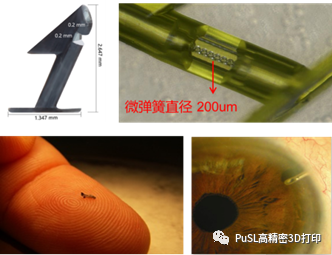
圖7 眼科醫院用于治療青光眼的導流釘(引流管、 短突、 翼領)
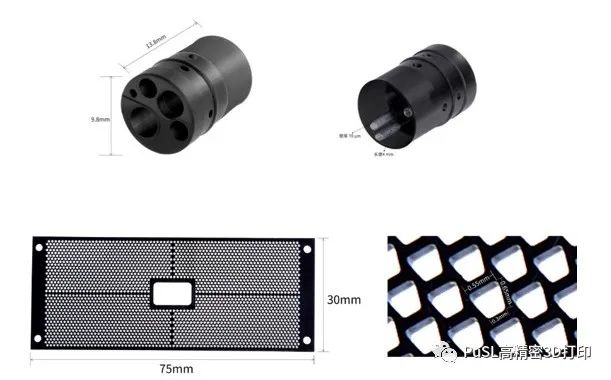
圖8 內窺鏡頭端和socket插座
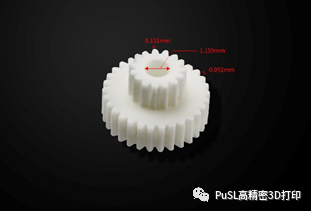
圖9 陶瓷打印樣件
總而言之,作為微尺度代表性的兩種光固化3D打印技術,TPP和PμSL技術具有各自的打印特點及相關應用領域。TPP打印精度高達一百納米左右,加工尺寸和材料相對受限,已經在光學、超材料、生物等科研領域,有著廣泛的應用。在大幅面的微尺度3D打印技術方面,PμSL面投影立體光刻具有加工時長短、成本低、效率高的優點,也已廣泛應用在科學研究、工程實驗、工業化等多個領域。